Наряду с красивыми фотографиями и интересными видео-роликами, где кто-то без проблем печатает гибким материалом качественные модели на обычном FDM принтере, на просторах интернета встречается много вопросов и сообщений, типа “Как флексом печатать?”, “У меня вообще флекс не идет, что делать?” и т.п.


Пора с этим покончить. Ликбез от компании “РЭК”.
Предисловие.
Для печати флексом важно соблюсти некоторые моменты. Увы, далеко не все производители 3D принтеров создают свой продукт с возможностью печати гибкими материалами. Но ведь у вас уже есть такой мощный инструмент как 3D принтер, на котором можно напечатать любую нужную деталь, поэтому пора воплотить в жизнь старую шутку “купи 3D принтер - напечатай 3D принтер”. Весь принтер, скорее всего печатать не придется, но быстрый и легкий тюнинг понадобится.
Почему не получается? И как сделать так, чтобы получалось?
Конечно, каждый случай индивидуален, но ниже приведен список проблем, устранив которые, вы с 99,999% вероятности, будете успешно печатать гибкими материалами. (Оставим тысячную долю процента на проблемы в ДНК, которые в данной статье, по этическим соображениям, описываться не будут ^_^).
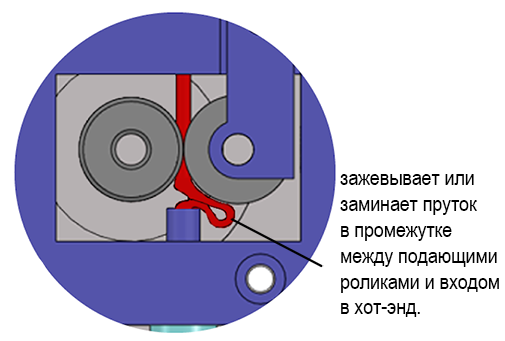
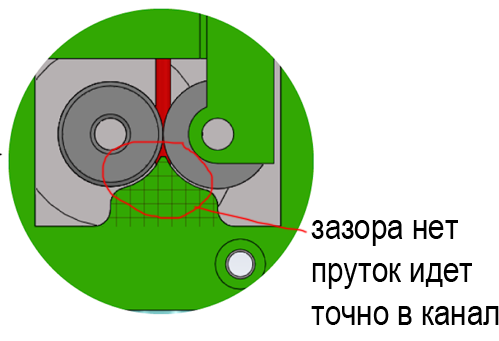
Hardware. Экструдер. Самая распространенная проблема - экструдер зажевывает пруток и выглядит это примерно так (проблемное место обведено в кружок):
http://www.thingiverse.com/thing:247024 - Солидулы и аналоги
http://www.thingiverse.com/thing:191503 - Принтботы (мастеркиты)
http://www.thingiverse.com/thing:16319 - МК9 Экструдеры
http://www.thingiverse.com/thing:231310 - Репликатор 1, Дупликатор 4
http://www.thingiverse.com/thing:18875 - Вариант для мейкербота
http://www.thingiverse.com/thing:553917 - ДаВинчи
http://www.thingiverse.com/thing:391803 - 3ДРаг
http://www.thingiverse.com/thing:550788 - Робо3Д
https://www.youmagine.com/designs/um2-feeder-sp3d-version - Ультимейкер 2
http://www.thingiverse.com/thing:99395 - Орка 0.43
Дополняйте список в комментариях :)
С первой проблемой покончено, идем дальше:
Hardware №2. Хот-энд. (Давайте уже придумаем этой штуке нормальное русское название). Не все “горячие концы” (хот-энды) одинаково полезны и это надо исправлять.
Данный момент, кстати, касается не только гибких прутков, но и часто вызывает сложности при печати PLA.
Суть проблемы заключается в том, что пруток, попадая в хот-энд, начинает плавиться еще до того момента как достигнет сопла, и возникает, так называемая, “пробка” из расплава материала, протолкнуть которую очень не просто. Если жесткий пруток PLA еще может протолкнуть расплав за счет мощности экструдера, то с гибким материалом такой фокус не пройдет - он будет сминаться, загибаться и сворачиваться даже в тех местах, где это казалось невозможным. Очень часто владельцы 3D принтеров в расстройствах обзывают такую ситуацию “сопло забилось”, хоть это и не совсем так.
Ниже на картинке схематично изображен хот-энд. Где цветом указано нормальное состояние прутка в процессе печати. (голубым отмечено место, где пруток еще твердый, красным где начинает плавиться)
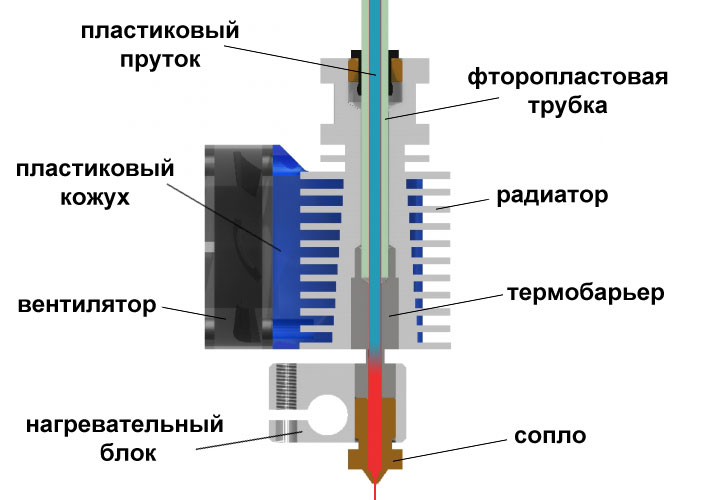
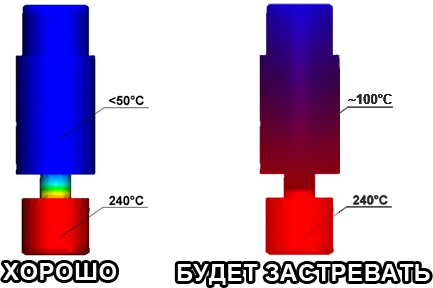
Решение: охладить верхнюю часть хот-энда любыми способами. Поставить вентилятор на обдув хот-энда, намазать термопастой радиатор (если он есть) в месте соединения с горячими частями, сделать поток воздуха направленным (на хот-энд) и т.д. и т.п.
Добившись достаточно резкого перехода от холодной части к горячей, вы больше не будете испытывать проблем с возникновением “пробок” в канале хот-энда.
Для любителей основательного подхода могу порекомендовать статью http://3dtoday.ru/blogs/akdzg/struggling-with-obstruction-of-steel-channel-gotanda/ как дополнение к вышеуказанным рекомендациям.
Software.
Помимо “железных” нюансов работы с гибкими материалами, есть еще и програмные. У всех принтеры разные и программы “слайсеры” тоже разные, но общие принципы действуют везде одинаково, главное в них разобраться.
Итак, после успешного тюнинга вашего 3D принтера нужно подобрать оптимальные настройки скорости печати, и метод тут один - пробы и ошибки. По опыту можно обозначить рабочий диапазон скоростей печати для гибких материалов:
REC RUBBER - от 5 до 20 мм/с
REC FLEX - от 10 до 40 мм/с
Если у вас получится быстрее - вы настоящий джедай! 8)
Что касается температурных настроек, то вот они:
REC RUBBER
Температура сопла 210 - 240°С
Температура стола 100 - 120°С
Требует наличия адгезивной пленки или лака на столе.
REC FLEX
Температура сопла 220 - 240°С
Температура стола 80 - 110°С
Печатается на стекло, любая пленка будет намертво приварена к модели.